

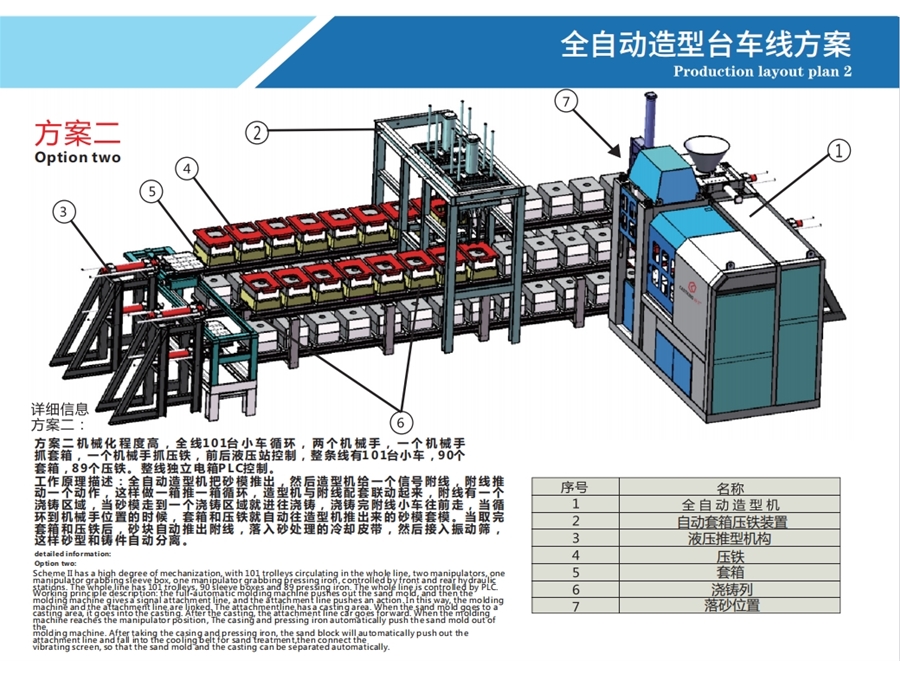
方案二:
一:这是一种比较省劳动力的一种造型方案,机械化程度高,全线101台小车循环,两个机械手,一个机械手抓套箱,一个机械手抓压铁,前后液压站控制,整条线有101台小车,90个套箱,89个压铁。整线独立电箱PLC控制。

二,工作原理描术:全自动造型机把砂模推出,然后造型机给一个信号附线,附线推动一个动作,这样做一箱推一箱循环,造型机与附线配套联动起来,附线有一个浇注区域,当砂模走到一个浇注区域就进往浇注,浇注完附线小车住前走,当循环到机械手位置的时候,套箱和压铁自动往造型机推出来的砂模套模。当取完套箱和压铁后,砂块自动推出附线,落入砂处理的振动筛,这样砂型和铸件自动分离。






